
Fiber Laser Cutter vs. CO2 Cutter vs. Plasma Cutter
When purchasing cutting equipment, how do you choose between a fiber laser cutter, CO2 laser cutter, and plasma cutter? This article will dive into the working principles, cutting capabilities, material compatibility, costs, and maintenance expenses of each option, helping you make the informed decision.
1. How They Work
Fiber laser cutting technology uses a laser beam generated by laser source. This highly focused laser melts the material, and gas (usually nitrogen or oxygen) helps blow away the melted material to create a clean cut. They not only cut flat sheets but also perform bevel cutting and 3D cutting. Fiber lasers are known for their precision and speed, especially with medium and thick plates.
CO2 laser cutting uses a gas mixture (carbon dioxide, nitrogen, and helium) stimulated electrically to produce a laser beam. Mirrors are then used to direct the beam to the material being cut. CO2 lasers are versatile and can cut through a wider range of materials, both metallic and non-metallic.
Plasma cutting relies on an ionized gas, called plasma, that is electrically charged and expelled at high speeds from a nozzle. Plasma cutting is primarily used for cutting conductive metals like steel, aluminum, and copper. It is effective at cutting thicker materials but may lack the precision of laser cutting.
2. Material Compatibility
Fiber lasers excel at cutting metal, particularly carbon steel, stainless steel, aluminum and galvanized sheet. They are less suited for cutting non-metallic materials such as wood or plastic. Fiber lasers are highly effective for cutting reflective metals, which are more difficult for CO2 lasers.
CO2 lasers are more versatile in terms of material compatibility. In addition to metals, CO2 lasers can cut non-metals like plastics, wood, glass, and textiles. If you need to work with both metallic and non-metallic materials, CO2 lasers provide a good balance.
Plasma cutters are restricted to conductive materials like steel, stainless steel, aluminum, and copper. They can cut through thicker materials more efficiently than laser systems, but they are not suitable for non-metallic materials like plastic or wood.
The table below provides a summary.
| Material | Fiber laser | CO2 | Plasma |
| Carbon steel | √ | √ | √ |
| Stainless steel | √ | √ | √ |
| Aluminum | √ | √ | √ |
| Copper | √* | × | √ |
| Brass | √* | × | √ |
| Non-metals | × | √ | × |
Note: *When cutting reflective materials like copper and brass with a fiber laser cutter, the lifetime of the consumables (specifically the protective window) will be significantly reduced, therefore, cutting such materials is not advisable for prolonged periods.
3. Precision and Cutting Speed
When cutting sheets 5mm or thinner, the speed of a fiber laser cutter is 1.3 to 2.5 times faster than CO2 and plasma, especially when cutting stainless steel sheets, where the speed can be twice that of CO2 and plasma.
For sheets between 5mm and 10mm thick, the speed difference among the three machines is minimal.
However, when cutting sheets 15mm or thicker, CO2 and plasma machines operate at a faster speed.
The table below shows the specific cutting speeds of a 6kW fiber laser, CO2, and 170A plasma when cutting 5-15mm stainless steel and carbon steel.
| Material & Thickness | 6kW FiberSpeed (m/min) | 6kW CO2Speed (m/min) | PlasmaSpeed (m/min) |
| Stainless steel 5 mm | 4.5-5 | 2.7 | 2.69 |
| Stainless steel 10 mm | 1.5-2 | 1.5 | 1.61 |
| Stainless steel 15 mm | 0.5-0.6 | 0.75 | 1.23 |
| Carbon steel5 mm | 5-6 | 4.2 | 2.32 |
| Carbon steel 10 mm | 1.8-2.3 | 2.4 | 2.68 |
| Carbon steel 15 mm | 0.8-1 | 1.75 | 2.27 |
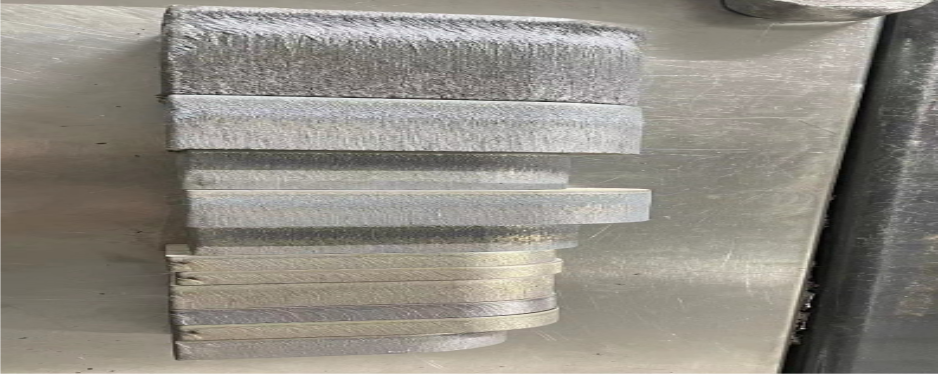
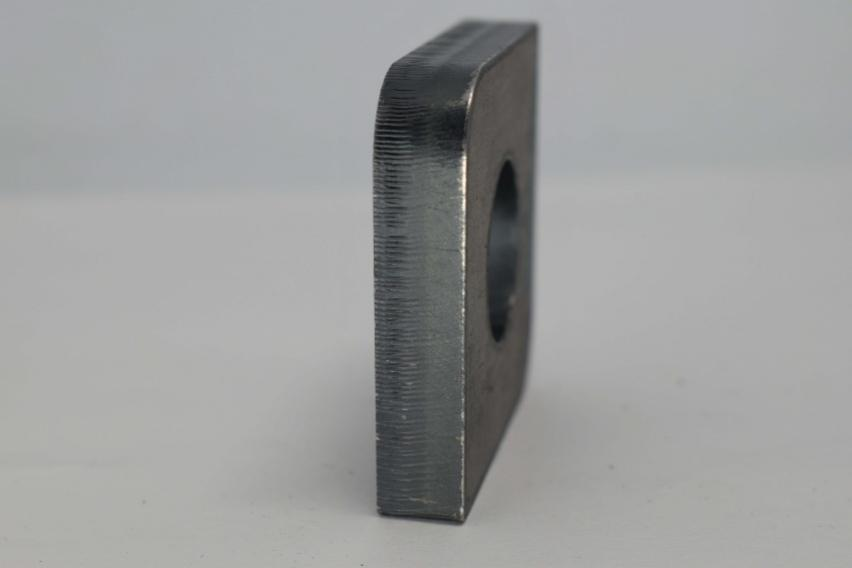
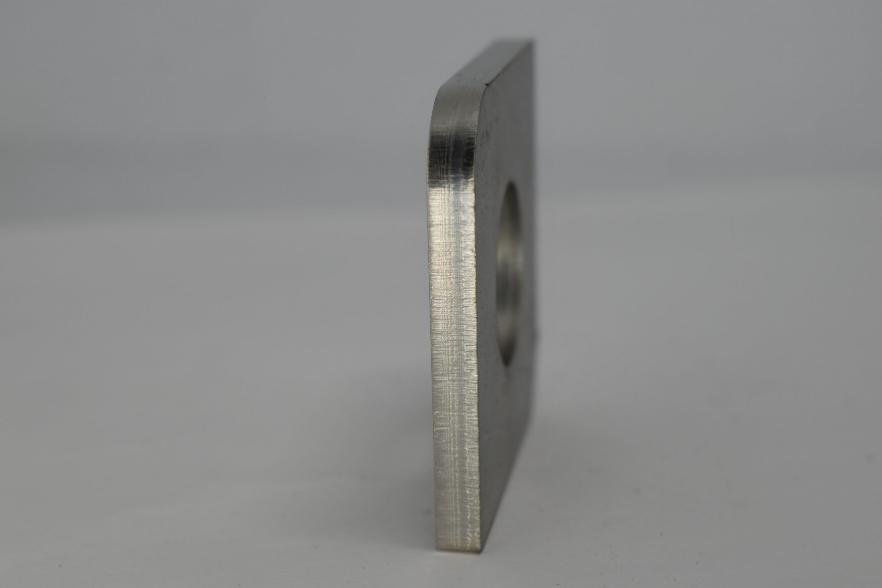
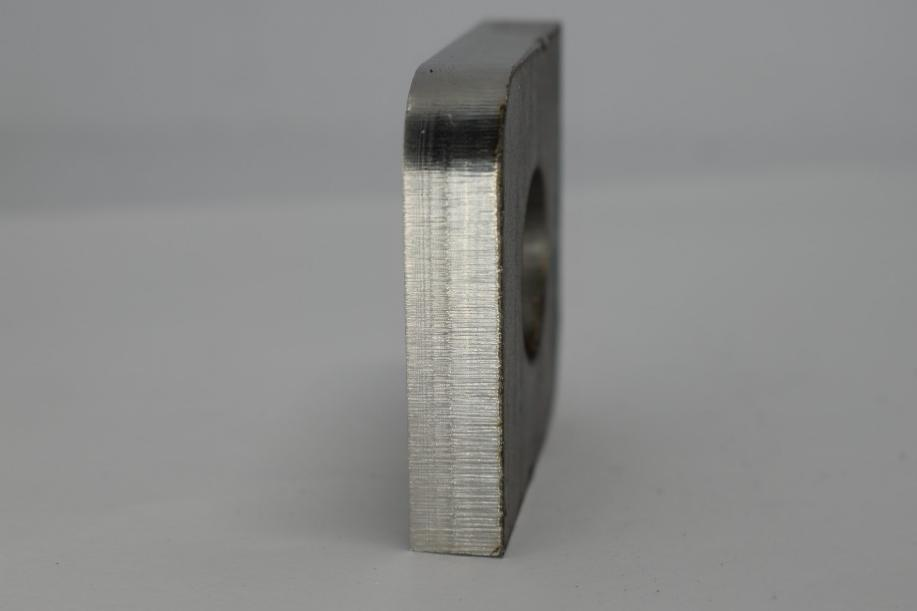
4. Cutting Surface
When using a laser cutter, the surface finish on thin sheets is smooth, while thicker plates tend to have a rougher texture with visible stripes. For cutting carbon steel, using oxygen (O2) as the assist gas produces a smoother edge compared to air. When cutting thin stainless steel, nitrogen (N2) provides a smoother finish than air. However, for thicker stainless steel, both nitrogen and air produce similar slanted lines, making air the more cost-effective choice.
CO2 laser cutters also deliver excellent smoothness when cutting thin sheets, but the surface becomes rougher with slanted lines on thicker materials. In contrast, plasma cutting machines offer a consistently smooth surface finish with no slanted lines.
See the pictures below for details.
4.1. Fiber Laser Cutter


Carbon steel, Air, 3kW fiber laser Carbon steel, O2, 3kW fiber laser


Stainless steel, N2, 3kW fiber laser Stainless steel, Air, 3kW fiber laser


Carbon steel, Air, 6kW fiber laser Carbon steel, O2, 6kW fiber laser

Stainless steel, Air, 6kW fiber laser


Carbon steel, Air, 12kW fiber laser Carbon steel, O2, 12kW fiber laser


Stainless steel, N2, 12kW fiber laser Stainless steel, Air, 12kW fiber laser


Carbon steel, Air, 20 kW fiber laser Carbon steel, O2, 20 kW fiber laser


Stainless steel, N2, 20kW fiber laser Stainless steel, Air, 20kW fiber laser


Carbon steel, Air, 30kW fiber laser Carbon steel, O2, 30kW fiber laser

Stainless steel, N2, 30kW fiber laser Stainless steel, Air, 30kW fiber laser
4.2. CO2 Cutter

5mm carbon steel, CO2
10mm, carbon steel, CO2

15mm, carbon steel, CO2
5mm, stainless steel, CO2
10mm, stainless steel, CO2

15mm, stainless steel, CO2
4.3. Plasma

10 mm carbon steel, 130A

15 mm carbon steel, 170A

20 mm carbon steel, 300 A

25 mm carbon steel, 300 A

10 mm Stainless Steel 304, 130A N2/N2

10 mm Stainless Steel 304, 130A Mixed/N2

15 mm Stainless Steel 304, 130A N2/N2
5. Operating Costs and Maintenance
While CNC fiber laser cutters typically have a higher upfront cost, their long-term operating expenses are lower than CO2 and plasma machines. They have fewer consumables, no mirrors that require maintenance, and are highly energy-efficient. Fiber lasers also have a longer lifespan, meaning fewer replacement parts are needed over time.
CO2 lasers have higher operating costs because they require regular gas refills and mirror alignment. The mirrors and lenses also need periodic cleaning and replacement, adding to maintenance costs. However, CO2 lasers may be worth the investment for businesses that need versatility across different materials.
Plasma cutters are generally more affordable upfront but have higher operating costs due to consumables like nozzles and electrodes. Plasma cutters also consume more energy than lasers. Their advantage lies in their ability to cut through thick metal quickly, but if precision and energy efficiency are key, the cost-effectiveness of plasma machines may not be as favorable over time.
6. Typical Applications
Fiber lasers are ideal for industries where high precision and speed are paramount. This includes the automotive, aerospace, medical, and electronics sectors. Fiber lasers are also perfect for cutting intricate designs and working with reflective materials like aluminum and copper, which can be challenging for CO2 lasers.
CO2 lasers are commonly used in industries that require cutting both metals and non-metals. These include signage, textiles, glass cutting, and furniture manufacturing.
Plasma cutting is primarily used in construction, metal fabrication, automotive repair, and shipbuilding industries. It is the go-to choice for cutting thick metal plates and large workpieces.
7. Environmental Impact
Fiber lasers are more energy-efficient compared to CO2 and plasma cutters. They also produce less waste material during the cutting process and have minimal environmental impact in terms of energy consumption.
CO2 lasers consume more energy than fiber lasers, particularly when cutting metals. Additionally, they require gas mixtures (CO2, nitrogen, helium) for operation, which can have environmental implications, though CO2 machines are generally considered environmentally friendly compared to plasma cutters.
Plasma cutters consume significantly more energy and produce more waste material in the form of slag, which may require additional cleanup. Plasma cutting also generates more noise and fumes, making it less environmentally friendly.
8. Pros and Cons
Fiber Laser Cutting Machines:
Advantages: High precision, fast cutting speed, low maintenance, long lifespan, low energy consumption.
Disadvantages: High initial cost, limited to metal cutting, cannot cut non-conductive materials.
CO2 Cutting Machines:
Advantages: Versatile, can cut both metals and non-metals, produces clean edges.
Disadvantages: Higher operating costs, more maintenance, slower for cutting metals compared to fiber lasers.
Plasma Cutting Machines:
Advantages: Fast cutting speed for thick metals, lower initial cost.
Disadvantages: Lower precision, rough edges, high energy consumption, limited to conductive materials.
9. Which Machine is Right for You?
With the rapid advancement of laser cutting technology, CO2 cutter is gradually losing its prominence. However, if you need to cut non-metallic materials, a CO2 laser cutter is still a solid option.
The fiber laser cutter is more cost-effective due to its advantages such as fast speed, high precision and low maintenance cost. They are continuously increasing in power, with models up to 80kW now available, capable of cutting metal thicknesses up to 80mm for carbon steel and stainless steel. When it comes to cutting precision and speed, fiber laser technology outperforms both CO2 and plasma cutting machines. Additionally, its functionality continues to expand, with bevel fiber laser cutters now able to cut surfaces at ±45°, reducing the need for grinding and welding processes for customers. This combination of high power, precision, and versatility makes fiber lasers a superior choice for metal cutting.
Each cutting technology has its own unique applications, and understanding the differences between laser cutting, CO2, and plasma can help you make an informed decision. By considering the strengths and limitations of each method, you can select the best option for your specific needs.