Choosing the Right Gases for Fiber Laser Cutters
Fiber laser cutters have revolutionized the metal fabrication industry due to their high precision, speed, and efficiency. However, one key factor that significantly impacts the cutting process is the choice of auxiliary gases.
Common auxiliary gases used in laser cutting include N2, O2, and compressed air. If you’re interested in learning more about the functions, characteristics, costs, and how to choose the right gas, keep reading.
What Are Auxiliary Gases Used in Fiber Laser Cutters?
Auxiliary gases are gases that are used in conjunction with the fiber laser beam in fiber laser cutters during the cutting process. Their primary purpose is to assist the laser in cutting metal materials effectively and efficiently. These gases fulfill several crucial functions:
- Assist in Material Removal: Some gases help blow away the molten metal created by the laser, ensuring a clean cut without obstruction.
- Prevent Oxidation: Certain gases, like nitrogen, help prevent oxidation and discoloration of the cut edge.
- Improve Cutting Speed: Gases like oxygen can speed up the cutting process by aiding the combustion of the material.
- Protect Equipment: Auxiliary gases can also be used to cool and protect the lens and nozzle, preventing damage from excessive heat.
- Enhance Cut Quality: By controlling the atmosphere around the cutting zone, auxiliary gases help to improve the cut’s surface finish, edge quality, and precision.
The choice of auxiliary gas depends on several factors, including the material being cut, the desired cut quality, and the thickness of the material.
Common Auxiliary Gases for Fiber Laser Cutters
The three most commonly used auxiliary gases in fiber laser cutting are Nitrogen (N₂), Oxygen (O₂), and Compressed Air. Each gas has its own characteristics and advantages that make it suitable for different applications.
1. Nitrogen (N₂)
Characteristics and Function:
- Nitrogen is an inert gas, meaning it does not react with the material being cut.
- It is commonly used for cutting stainless steel, aluminum, and non-ferrous metals.
- Nitrogen creates a clean, oxidation-free cutting environment, making it ideal for achieving smooth, high-quality cuts, particularly when surface finish is critical.
Advantages:
- Oxidation-Free Cuts: Nitrogen can blow away molten material while preventing oxidation reactions, resulting in clean, smooth finishes.
- Improved Cut Quality: Nitrogen produces fewer burrs and oxidation, which is crucial for applications where aesthetics and material properties are important.
Considerations:
- When using fiber laser cutters, nitrogen cutting tends to be more expensive than utilizing oxygen and compressed air, particularly in machines with power ranges from 1.5KW to 6KW. For illustration, in a 1.5KW fiber laser cutter, the operating cost for compressed air amounts to approximately 59 RMB per kWh, while for oxygen it is 50 RMB per kWh, and for nitrogen it skyrockets to 105.5 RMB per kWh—nearly double the cost of both oxygen and compressed air.
- Nitrogen is ideal for thinner sheets, but for thicker materials, the cost may become prohibitive.
2. Oxygen (O₂)
Characteristics and Function:
- Oxygen is an active gas that not only supports combustion but also blows away molten material, making it ideal for cutting carbon steel and mild steel.
- It accelerates the cutting process by providing an exothermic reaction that adds heat to the cutting zone.
- This results in faster cutting speeds, especially for thicker materials.
Advantages:
- Faster Cutting Speeds: Oxygen helps to speed up the cutting process by aiding the combustion of the material.
- Cost-Effective for Carbon Steel: Oxygen is often used for cutting carbon steel because it is more cost-effective compared to nitrogen.
- Improved Efficiency for Thick Materials: Oxygen is effective for cutting thicker materials (up to 20mm or more) because it provides additional heat.
Considerations:
- Oxidation: One of the main disadvantages of using oxygen is that it can lead to oxidation of the cut edges. While this is not an issue for all applications, it can be a concern for materials that require a clean, oxidation-free edge, such as stainless steel.
- Oxygen is also not recommended for non-ferrous metals (like aluminum and copper), as it can cause discoloration and affect the cut’s quality.
3. Compressed Air
Characteristics and Function:
- Compressed air is a readily available and inexpensive option for auxiliary gas during fiber laser cutting.
- It is typically used for cutting mild steel and non-ferrous metals.
- Compressed air is less reactive compared to oxygen but still helps remove molten material from the cut zone.
Advantages:
- Cost-Effective: Compressed air is much cheaper than both nitrogen and oxygen, making it a good choice for budget-conscious businesses.
- Ease of Use: Compressed air is readily available and does not require specialized equipment for storage or handling.
- Environmentally Friendly: Compressed air is a clean, non-toxic gas, making it an environmentally friendly choice.
Considerations:
- Lower Cut Quality: The cuts produced with compressed air tend to have more rough edges and can be less precise than those made with nitrogen or oxygen.
- Potential for Oxidation: Like oxygen, compressed air can cause oxidation, which may be undesirable in some applications.
How to Choose the Right Auxiliary Gas for Fiber Laser Cutters
The selection of the correct auxiliary gas depends on several factors, including the type of material being cut, its thickness, the desired cut quality, and cost considerations. Here’s a breakdown of how to choose the appropriate gas based on these factors:
1. Material and Thickness
The selection of cutting gas depends not only on the material and thickness but also on the power of the laser-cutting machine. Based on the analysis of cutting parameters from SENFENG’s laboratory, we have compiled the table below:
| Power | 3 kW | 6 kW | 12 kW | 15 kW | ||||
| Material | Thickness(mm) | Gas | Thickness(mm) | Gas | Thickness(mm) | Gas | Thickness(mm) | Gas |
| Carbon steel | 1-2 | N2/Air | 1-6 | N2/Air | 1-12 | N2/Air | 1-16 | N2/Air |
| 2-20 | O2 | 3-22 | O2 | 10-20 | O2 | 10-35 | O2 | |
| Stainless steel | 1-8 | N2 | 1-18 | N2 | 1-25 | N2/Air | 1-30 | N2/Air |
| Aluminum alloy | 1-6 | N2 | 1-14 | N2 | 1-25 | N2 | 1-30 | N2 |
Table 1: Correlation Between Cutting Gas, Material Type, Material Thickness, and Equipment Power in Fiber Laser Cutters
The conclusions we can draw from the chart, specifically in the context of fiber laser cutters, are as follows:
For stainless steel and non-ferrous materials such as copper, aluminum, and silicon steel, air and nitrogen are recommended as cutting gases when using fiber laser cutters.
For carbon steel plates (including grades 345, 355, and manganese), oxygen cutting is generally suggested when employing fiber laser cutters. However, it’s worth noting that thin plates of these materials can also be cut using nitrogen or air in fiber laser cutting processes.
2. Desired Cut Quality
- High-Quality Cuts: If your application requires high-quality cuts, such as for aesthetic purposes or high-precision components, nitrogen is typically the best choice. It ensures smooth, clean edges with minimal oxidation or burr formation.
- Moderate Cut Quality: If the cut quality requirements are not very high, using the more cost-effective air cutting option can be a suitable choice. It provides a decent cut while keeping costs lower compared to nitrogen or oxygen.
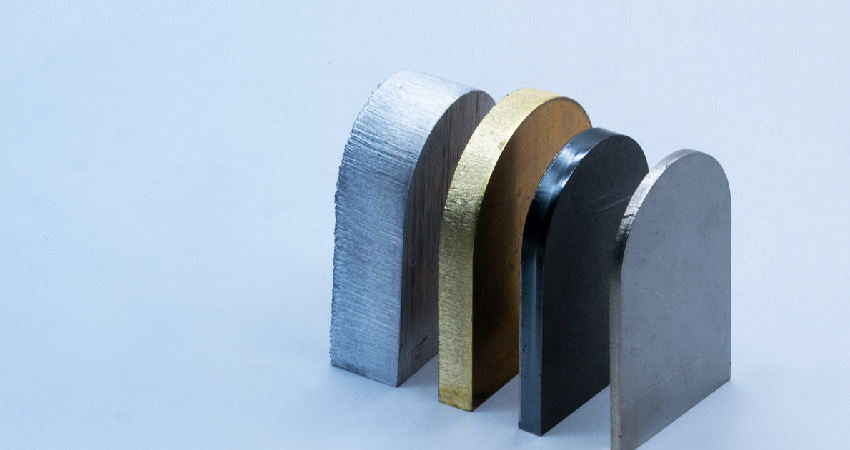
The cutting surface quality of different cutting gases is as follows:


Carbon steel, Air, 3kW fiber laser Carbon steel, O2, 3kW fiber laser


Stainless steel, N2, 3kW fiber laser Stainless steel, Air, 3kW fiber laser
3. Cost Considerations
- Budget-Friendly Options: Compressed air is the most economical choice, though it may compromise cut quality. It is best used for cutting low-carbon steel or for applications where cut quality is not a top priority.
- High-Quality Cutting: Nitrogen is the most expensive gas but is ideal for high-precision cuts. Oxygen offers a good balance between speed and cost for cutting thicker materials.
Conclusion
Choosing the right auxiliary gas for fiber laser cutters is crucial for optimizing cutting efficiency, improving cut quality, and managing costs. While nitrogen provides clean, high-quality cuts, oxygen speeds up the process, and compressed air offers a cost-effective solution for less critical applications.
Different manufacturers might prefer different auxiliary gases. The best way to figure out the optimal setup is by gaining hands-on experience during actual processing.